







在工业控制领域,示教系统是一种通过示教编程存储运动动作,然后将存储的动作重现出来
的一种非常流行的人机交互式的控制系统。一个完整的示教系统由机械结构部分,驱动部分,控制系统,示教盒等部分组成。一般而言示教系统,仿形系统,教导式系统的含义大致相同。
对于一个示教系统,除了能示教,重现轨迹外,还应该具有以下功能特点:
1. 能保存图形,掉电后数据不会丢失。
2. 操作简单,功能多样的示教编辑功能,能编辑加工复杂图形。
3. 系统有较高的加工生产效率。
4. 系统有足够的记忆空间满足多种产品和规格的生产需求。
根据以上要求,本系统的功能特点简单说明如下:能保存图形,掉电后不会丢失,操作简单,
多种定位及高级功能,能方便高效的编辑图形。控制器和手持盒兼容性强,可独立工作,多达512个图形存储,能满足加工不同工件的要求。
对于本系统,示教的基本步骤如下:
1. 预先规划需要运动的轨迹(包括移动、输出延时、检测跳转等动作)。
2. 根据第一步的设想编辑出加工的工艺程序,注意,此时的参数都是待定的。
3. 通过手持盒系统中的示教编辑功能,通过手动移动或坐标输入将参考点移动到目标位置,记录这些点的位置信息以及相关参数。一系列的点组合起来即为所规划的加工轨迹。
4. 设置加工相关的运行参数(各轴速度、系数,M 参数,S 参数等)。
5. 运行指定编号的图形。即可将编辑的图形通过控制系统重现,达到一次示教即可进行多
次自动加工的目的。
一、移动例程
例程要求:如图 1 所示:(1)移动到“点 1”,打开输出“OT0”,延时 2000ms,关闭输 出“OT0”;(2)移动到“点 2”,打开输出“OT1”,延时 2000ms,关闭输出“OT1”;(3)移动到“点 3”,打开输出“OT2”,延时 2000ms,关闭输出“OT2”。 具体的任务流程参考规格说明书。
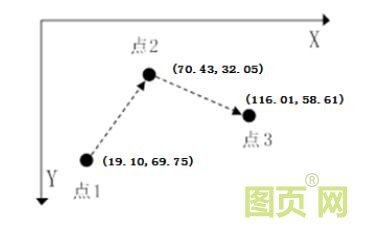
图1
二、组合例程
例程要求:如图 2所示:图中包含三个点和一条线,在点的位置需要打开 OT0 并且延时1000ms,然后关闭,在直线位置需要 OT0 一直打开,直线段的速度是设定速度的 50%,直线走完的时候 OT0 关闭,假定需要按照图中箭头方向运行三次后停止。具体的任务流程参考规格说明书。

图2
三、取放料例程
例程要求:如图 3所示:图中立方体为障碍物,加工点不能与之触碰,P1 点为取料点,P2 点位放料点,首先移动到 P1 点,取料(OT1 为 1),延时 1000ms,检测是否取到料(IN16), 若没有取到料(IN16 有效)发出报警信号(OT3),直到解除报警(IN17 有效),取到料后抬高到安全位(P3),移动到 P4,再移动到放料点 P2,放料(OT1 为 0),移动到 P4,移动到 P3,检测是否还要取料(IN18),如果 IN18 有效,移动到 P1 重复之前动作,如果 IN18 无效,回原点 P5。具体的任务流程参考规格说明书。
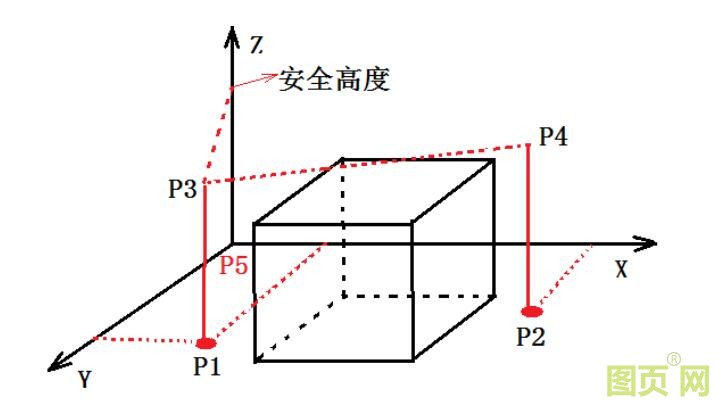
图3





